Selective Laser Melting produces full-density metal parts directly from CAD in stainless steel, titanium, aluminium and tool steel. The benchmark process for complex metal geometries impossible to machine or cast.
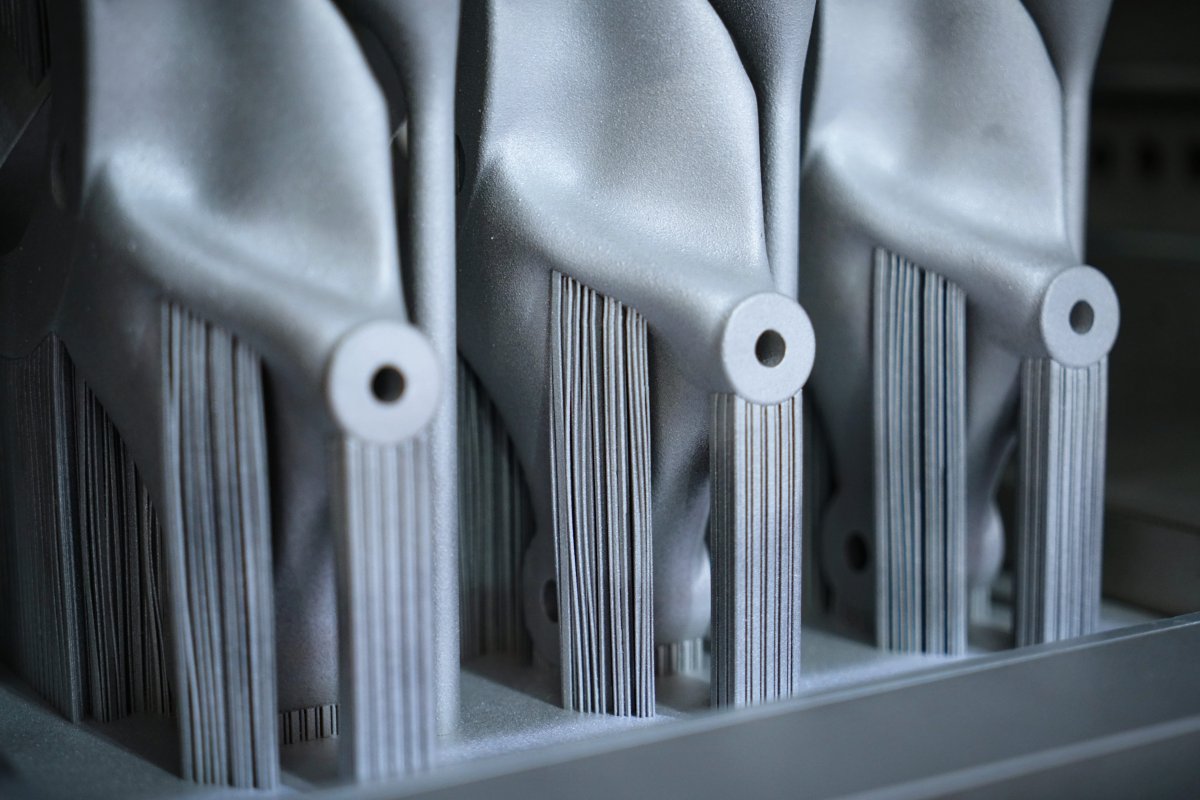
SLM uses a high-power fibre laser to selectively melt and fuse metal powder layer by layer in an inert argon atmosphere. Parts emerge at near-theoretical density with mechanical properties equivalent to or exceeding wrought material. Complex internal channels, lattice structures and topology-optimised geometries impossible to machine are printed routinely.
✓ Full-Density Metal Parts
99.9% density. Mechanical properties match or exceed wrought material, suitable for structural, load-bearing and fatigue-critical applications.
✓ Complex Internal Geometries
Conformal cooling channels, internal lattices, undercuts and topology-optimised structures that cannot be produced by subtractive methods.
✓ Multiple Certified Alloys
316L stainless, Ti-6Al-4V titanium, AlSi10Mg aluminium and 17-4PH stainless. Aerospace and medical-grade certified powder stocks.
✓ No Tooling Lead Time
From CAD to finished metal part in days, bypassing casting patterns, tooling fabrication and minimum order constraints.
| Parameter | Specification |
|---|---|
| Max Build Volume | 450 x 450 x 500 mm |
| Layer Thickness | 0.02 – 0.05 mm (20–50 µm) |
| Dimensional Accuracy | ±0.1 mm or ±0.1% |
| Surface Finish (Ra) | 4–12 µm as-built |
| Part Density | Up to 99.9% of wrought material |
| Build Atmosphere | Inert argon (<0.1% O2) |
| Standard Lead Time | 5–10 business days |
| Accepted File Formats | STL, STEP, OBJ, 3MF, IGES |
6 certified alloys covering stainless steel, titanium, aluminium, superalloys and tool steel for demanding structural and high-temperature applications.
Excellent corrosion resistance, good mechanical properties and biocompatibility. Ideal for industrial components, medical devices and marine environments.
Stainless5–8 daysExceptional strength-to-weight ratio, corrosion resistance and biocompatibility. Material of choice for aerospace structural parts and medical implants.
TitaniumAerospace-grade7–10 daysLightweight aluminium alloy with good thermal conductivity and strength. Used for heat sinks, automotive parts and aerospace components requiring low weight.
Aluminium5–8 daysPrecipitation hardening stainless with high strength and hardness. Ideal for tooling inserts, high-stress mechanical components and parts requiring heat treatment.
StainlessHigh-strength7–10 daysNickel superalloy for extreme high-temperature applications. Maintains strength and oxidation resistance up to 1000°C. Used in turbine and reactor components.
SuperalloyHigh-temp8–12 daysHigh hardness and wear resistance for injection mould tooling, die inserts and cutting tools. Conformal cooling channels achievable directly within the tool.
Tool Steel8–12 daysFull traceability from CAD upload to CMM sign-off and dispatch.
Submit STL/STEP. Receive DfAM review and quote with alloy recommendation within hours.
Support strategy designed for minimal distortion. Orientation optimised for mechanical performance and surface finish.
High-power fibre laser melts metal powder in inert argon atmosphere at 20–50µm resolution.
Stress relief, support removal, surface finishing, HIP and heat treatment as specified per alloy.
CMM dimensional verification, material certification and job card sign-off. Dispatched with full traceability.
We work with engineers, designers and procurement teams across Australia every day.
"I would highly recommend Pratik at 3D Printing — with his analytical mind he helped re-engineer a component for an electric scooter. The final design was cost effective, strong and an exact fit."
"Can't speak more highly of this Company. They overcame many difficulties through their tenacity and patience. I highly recommend this company for any 3D prototyping, design or development of your idea."
"Great service, quick turnaround — I needed parts scanned, a couple of design changes and printed. All done quickly, efficiently and A+ quality. Definitely recommend the team at 3D Prototyping."
"It was a pleasure dealing with 3D Prototyping. They are professional and their customer service is excellent. I would recommend these guys any time over any other players in this industry."
"This Company is good, efficient and easy to deal with. Their advice and knowledge around materials really helped us get what we needed. Great service provided. We will certainly use this company again."
Our engineers review every enquiry personally. Upload your CAD file for a detailed quote, or send a brief description and we'll respond within 2 business hours.
We accept STL, STEP, STP, OBJ, IGES, and 3MF. STL is preferred for most processes. If your file is in another format, upload what you have and our engineering team will assess it.
Standard lead times depend on the technology, part complexity, and production method. They range from 3–5 business days for prototypes to 8–10 weeks for injection-moulded parts. Accurate lead times are provided with every quote.
Build envelopes vary by system: SLA up to 800×800×550mm; SLS up to 360×360×420mm; MJF up to 380×380×280mm; SLM up to 450×450×500mm; FDM up to 1000×1000×1000mm. Oversized parts can be split and bonded — contact us for a feasibility review.
There is no minimum order quantity. We regularly produce single prototypes through to production runs of thousands of parts. Pricing scales with volume — ask us for a batch quote.
Yes. We offer media blasting, dyeing, priming, painting, sanding, vapour smoothing, and custom colour matching. All post-processing is handled in-house to maintain full quality control and traceability.
Absolutely. All client files and intellectual property are treated as strictly confidential. We are happy to sign a mutual NDA before receiving your files — just ask.
Yes. We ship to all states and territories across Australia with same-day dispatch for completed orders.
Australia’s production-grade 3D printing and manufacturing bureau. From concept to production — one team, one NDA. Delivering nationwide since 2008.
©2026 All rights reserved