Selective Laser Sintering fuses engineering-grade nylon powders into strong, isotropic parts — no support structures, complex geometries, production volumes. Trusted by aerospace, automotive and industrial customers.
SLS is the benchmark process for functional prototypes and low-to-mid volume production requiring strength, durability and geometric freedom.
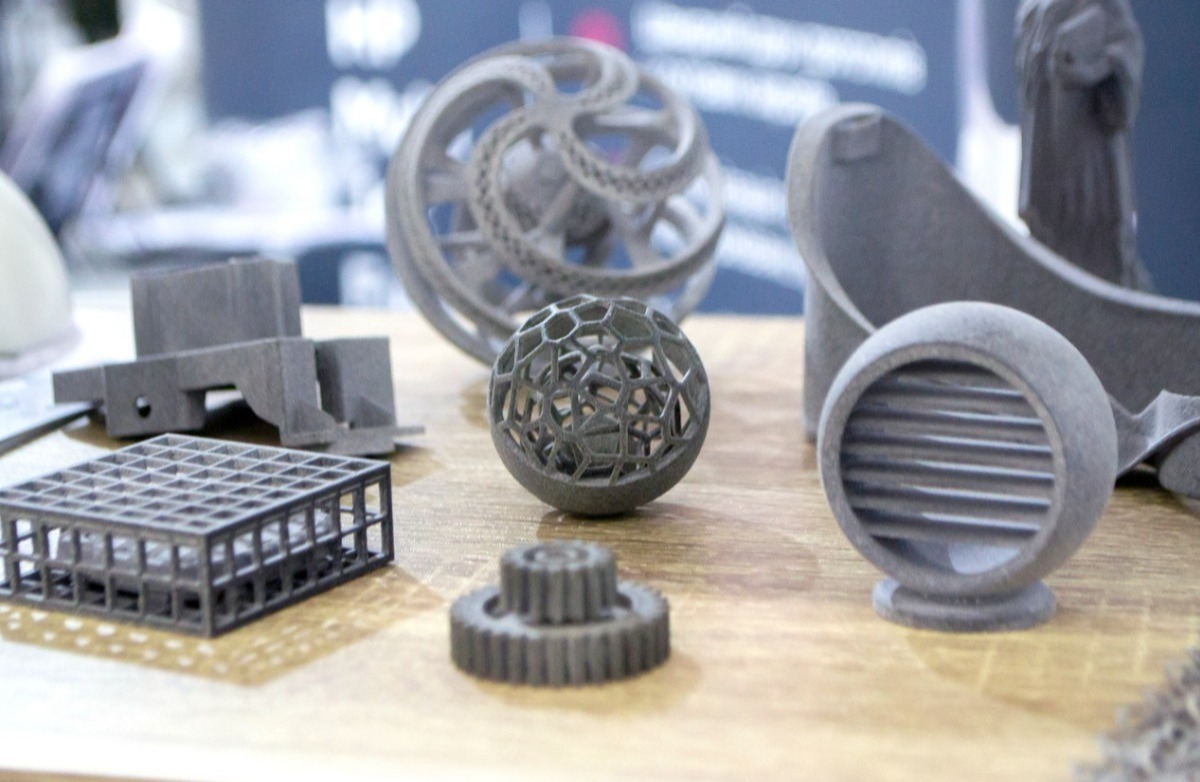
Unfused powder acts as self-supporting build medium. Undercuts, internal channels, interlocking assemblies — all achievable in a single build without support removal labour.
Parts are stacked in 3D across the full build volume, maximising packing density. More parts per build cycle drives your per-unit cost down significantly at volume.
PA12 SLS parts exhibit near-isotropic mechanical properties (X/Y/Z). Unlike FDM, strength does not degrade in the build direction — critical for load-bearing functional assemblies.
PA12, PA11 bio-based, glass-filled nylon, carbon-filled PA12, and flexible TPU. Materials that hold tight tolerances and survive real-world mechanical, thermal and chemical demands.
Lattice structures, conformal cooling channels, living hinges, snap-fits — SLS removes the design constraints imposed by injection moulding tooling and traditional subtractive processes.
From 1-off prototypes to 5,000+ production runs. No tooling cost, no MOQ. Seamlessly scale from prototype validation through to bridge and end-use production without re-tooling.
SLS is the go-to process wherever function, strength and geometric complexity must coexist.
Engineering-grade powders selected for mechanical performance, chemical resistance and regulatory compliance.
Lead Times: PA12 standard builds ship in 3–5 business days. Specialty materials (PA11, TPU, Alumide, CF variants) require 5–8 business days due to dedicated build scheduling and extended cooldown cycles. Contact us for urgent requirements.
SLS parts leave our facility clean, de-powdered and finished to your specification.
Removes surface powder residue, produces uniform matte finish. Standard on all PA12 parts.
Black, grey or custom colour immersion dyeing. Colour penetrates 0.5–1mm — surface resistant to scratching off.
Primer + topcoat system for colour-matched production appearance and UV stability.
Vibratory media finishing for smoother surface texture. Suitable for smaller batch parts with no fine features.
Heat-set or ultrasonic insert installation for threaded interfaces. M2–M12 range available in-house.
From CAD to finished parts in days — with full QA traceability at every step.
Submit STL/STEP via enquiry form. Receive detailed quote with DfAM feedback.
Parts nested at optimal packing density. Build parameters set per material and geometry.
CO₂ laser sinters powder layer by layer. Build chamber maintained at controlled temperature throughout.
Controlled cooldown prevents warpage. Parts carefully extracted and de-powdered via bead blasting.
Dimensional inspection, surface check, job card sign-off. Packed and dispatched with tracking.
We work with engineers, designers and procurement teams across Australia every day.
"I would highly recommend Pratik at 3D Printing — with his analytical mind he helped re-engineer a component for an electric scooter. The final design was cost effective, strong and an exact fit."
"Can't speak more highly of this Company. They overcame many difficulties through their tenacity and patience. I highly recommend this company for any 3D prototyping, design or development of your idea."
"Great service, quick turnaround — I needed parts scanned, a couple of design changes and printed. All done quickly, efficiently and A+ quality. Definitely recommend the team at 3D Prototyping."
"It was a pleasure dealing with 3D Prototyping. They are professional and their customer service is excellent. I would recommend these guys any time over any other players in this industry."
"This Company is good, efficient and easy to deal with. Their advice and knowledge around materials really helped us get what we needed. Great service provided. We will certainly use this company again."
Upload your CAD file and tell us what you need. We'll respond with a detailed quote — usually same business day.
SLS uses a CO₂ laser to sinter powder layer by layer; MJF uses inkjet fusing and detailing agents. MJF typically offers slightly finer surface detail and faster build speeds. SLS provides broader material options (including TPU and specialty composites) and is generally preferred for larger structural parts. Both produce isotropic, functional nylon parts without supports.
No. This is one of SLS's greatest advantages. Unfused powder surrounds each layer during the build, acting as a self-supporting medium. There are no support structures to remove, which means there are no witness marks, no post-processing labour for supports, and no design restrictions on undercuts or internal geometries.
Natural/white and black (via dyeing) are the standard options. We can also dye parts in a range of colours and spray paint for matched production colours. Contact us with your RAL/Pantone reference for a finishing quote.
Key guidelines: minimum wall thickness 0.8mm (1.0mm recommended), minimum feature size 0.5mm, hollow sections with powder evacuation holes ≥3mm diameter. For living hinges, specify PA11 not PA12. Include clearances of 0.3–0.5mm for mating/moving parts. Our team will review your file for DfAM issues before quoting.
Yes — and this is increasingly common. SLS PA12 is used in production applications across automotive, aerospace (non-structural), medical device and consumer electronics. Parts meet RoHS compliance, and PA12 can be sterilised (EtO and gamma radiation). PA11 meets certain food-contact and biocompatibility standards. Contact us to discuss your regulatory requirements.
There is no minimum order quantity. We print single prototypes through to thousands of production parts. Per-unit pricing improves with volume due to improved packing density. Contact us for volume pricing on orders of 50+ parts.
©2026 All rights reserved